

Operations involving repetitive pallet movements make up the bulk of the costs and time of the personnel working in a warehouse. Installing an automatic conveyor circuit is a good solution to reduce business overhead, since it eliminates traditional handling equipment used by operators. As such, it ends up being a fantastic option for companies from any sector that wish to speed up their logistics operations.

Pallet and box conveyors are material handling equipment that transport, accumulate and/or distribute goods to specific positions required by the logistics operations of a warehouse, a production centre or between the two. They are comprised of motorised chain or roller beds that move loads in a controlled, continuous manner.
Even though conveyors are generally associated with highly automated installations, in reality, they are more and more common in standard warehouses. The reason is they boost warehouse productivity by optimising the flow of goods, reduce loading, unloading and transport times, as well as ensure a constant stream of products.
The advantages of conveyors
Pallet movements (most notably in warehouses of a certain size and with long distances to cross) take up much of the operators’ time. In turn, this means the uninterrupted running of handling equipment, which results in a higher risk of accidents. To fix this situation, automatic conveyors substitute the traditional handling equipment and operators, which can be reassigned to other labours. Consequently, manual handling of loads lessens, incrementing the safety in the installation.
To diminish the risk of accidents, conveyors include mechanical elements (for example, channellers or bumpers that direct the unit loads) or electronic ones (sensors or variable-frequency drives that ensure unit loads are pushed along gently).
Meanwhile, conveyors are compatible with standard handling vehicles (like forklifts and pallets trucks) and can move non-standard or poor-quality pallets. To this end, they must use slave pallets or specific solutions.
Efficient transport system
One of the greatest advantages of conveyors is they can be assembled in an infinite number of different circuits, from simple short circuit to more complex ones, which connect different zones, floors or buildings, and even include various operations.

From that point, a large number of elements and components can be appended to mould the circuits to the features and requirements of the warehouse, as well as to level out uneven sections. Conveyors provide many possibilities and uses:
- Acting as cross-docking buffers for products that do not require storing.
- Forming stretch wrapping circuits.
- Creating order consolidation channels.
- Carrying out pre-assembly tasks, etc.
It is possible to design customised circuits that are speedy and profitable for all sorts of warehouses and factories. These are tailored to the strictest pallet transport requirements, in situations like:
Connecting the warehouse to production
One of the most repetitive warehouse operations includes moving pallets to storage areas and from these to the docks or other production centres.
Then again, conveyors can connect distinct areas to the production centre. They take the merchandise to positions where orders are prepared or where these run through a set of quality controls.
On the other hand, they are utilised to join the production centre to the warehouse. They can be directly connected to the production line exit points and to the verification and quality control zone. As this system requires minimal operator intervention, it removes any sort of error originating from manual management.

Conveyors are a transport system that yields maximum efficiency in unit load input, dispatch and handling processes
Connecting different warehouses
Conveyors link the diverse, spaced out warehouses. These circuits broaden their capabilities by incorporating transfer cars or lifts.
Transfer cars act as a principal conveyor in a circuit with several origin points and only one destination, unifying the individual sites together. They are a good option when workflows are not elevated, and long distances need to be covered affordably.
Multi-level warehouses usually have lift equipment installed in them to hoist or lower pallets between conveyors placed on different levels. Lifting movements are done through a traction system using a counterweight.
There are also ground level lifts, which eliminate slight unevenness in the floor and change the transport height.
Connecting distinct, separate buildings
Warehouses as well as production plants might be located in different buildings.
Conveyors make it possible to cross long distances to shift goods between the two points swiftly.
Subterranean tunnels or overpasses can be built where automatic conveyors run along them. This way, typical interferences are avoided and products stay protected out in the open.
When dealing with vast distances, electrified monorails are frequently installed. It comprises a closed circuit with automated or self-propelled trolleys, which slide over electrified rails.

Connecting different zone inside a warehouse
Sometimes, these must connect two or more areas inside the same sectored warehouse. Sectoring is often done for various reasons: to fulfil safety regulations, sort products by their characteristics, organise operations or avoid temperature changes (as in frozen storage chambers).
The automated conveyor circuit is the main artery of the installation that links all these zones. With this system, repetitive motions are removed and conflicts with the other operations carried out in the warehouse are eliminated.
One of the most critical zones in a warehouse is the one for picking. The conveyor circuit is a good solution for quickly provisioning this area. It is possible to include a stacking machine and an empty pallet dispenser to speed up this operation.

Automating pallet inputs and outputs in a traditional warehouse
The warehouse entrance and exit points can have conveyors that move pallets from receiving to another spot in the installation, such as storage aisles, and from there to dispatch.
The features and requirements of each warehouse will establish what conveyor type and elements will be used in each instance (chain or roller conveyors, empty pallet stacker or dispenser, etc.).
In these warehouses operated by pallet trucks, a hydraulic table can be installed at the beginning of the circuit, which lifts the load to the conveyor’s height. Once the pallet has arrived at its destination, another hydraulic table lowers it to the ground level where operators extract it from the circuit.
In turn, for warehouses where turret trucks (bilateral or trilateral) are used, conveyors can link input and output docks to the ends of the aisles. These forklifts only run inside the work aisles and are tasked with inserting and removing pallets from their locations in the racks.
The conveyors supply and take product away quickly, increasing the overall throughput of the installation.
Putting together accumulation channels
Conveyors are very suited as an organised accumulation system. In other words, pallets are on standby creating a buffer (short-stay warehouse) or used to regulate flows. Accumulation can be done in two ways:
- Roller conveyors with mechanical accumulation. Conveyors are continuously moving. They contain mechanical drives that halt them when a pallet is positioned on top. Once the pallet advances, deactivating the drive, the movement of the rollers resumes so that next pallet can take its place.
- Conveyors with sequential accumulation. These are straight conveyors (with rollers or chains) capable of creating a buffer that regulates incoming and outgoing pallets. In this instance, accumulation is sequential, based on parametrised criteria and uses photocells that detect the exact location of the pallets.
Accumulation is often employed in preloading areas. This system consists of grouping pallets of the same order or route to streamline the loading of distribution lorries.
It is also usual to sort and split pallets in cross-docking operations. When goods arrive at the warehouse, they are distributed to orders that are issued without being stored. Conveyors are a good system for temporarily depositing pallets, sidestepping them being laid on the floor and minimising forklift movements.

Incorporating automatic processes
A conveyor circuit can include stretch wrappers, balers, scales, automatics doors, etc., that have their own control module. The interconnection between this equipment and the conveyors is very straightforward.
Normally, a checkpoint is set up where the condition of the pallets is verified and that their weight and measurements correspond to the strict quality requirements.
In the event a pallet does not pass inspection, the unit load is rejected and an operations panel shows its defect so it can be reconditioned.
Chains or rollers
A circuit can transport pallets via rollers, chains or a combination of the two mechanised elements. This choice will depend on the type of pallet being moved, its dimensions, the circuit’s route and the position pallets are handled at both the start and destination points.
The conveyors adjust to any sized pallets. Take 800 x 1,200 mm euro pallets, for example, the position they move in depends on if rollers are chained are used.
With rollers, pallets flow with their skids aligned lengthwise. By comparison, with chains, the pallets’ skids face sideways.
On straight stretches, the conveyor modules must be alike (chains or rollers). Nevertheless, in L-shaped sections, there are two options:
1. Combine chains and rollers to change the direction of pallets by placing a cross transfer conveyor with chains and rollers in a corner.
2. Use a turntable conveyor in a corner so that the pallet circulates in the same direction during the entire run.
Depending on the temperature range being worked in and the conditions, which must be tolerated, one will chose between three conveyor types: for above zero temperatures, for below zero temperatures and for humid or harsh environments.
The latter two are made of stainless steel and are very anti-corrosive. They are especially recommended for food production areas, those with rough climates, or those that need to be cleaned with water or disinfectants.
Conveyor modules can have rollers or chains, depending on which direction the pallets flow
Plug and play
The plug & play model has a straightforward hook-up: one conveyor connects to another and transmits the signal and power to put it into motion. Just plug the first conveyor of the circuit into a power box.
This model constitutes a significant step forward, being that the circuit can be modified at any time by simply adding new conveyors.
Its advantages include its easy assembly (no trained personnel needed), and its speedy delivery and start-up. Moreover, it can be linked to elements outside the circuit like stretch wrappers, scanners, lifts, checkpoints, access door, etc.
The circuit need only fulfil the following conditions to ensure it runs correctly:
- Have only one origin and one destination.
- Have only one origin and one destination, which in turn is also reversible.
- Have various origin points and only one destination.
It is a bi-directional system, since through a simple switchboard, the direction of the whole circuit can be reversed and the pallets moved in both directions.
The plug and play model lets the user put their own circuit together: the modules are hitched in a line and connected together
Maximum safety
The conveyor circuit must include protective systems such as safety partitions, conveyor bumpers, mesh panels, pedestrian walkways and safe access doorways.
Likewise, it is essential to protect lifts, transfer cars and other automatic elements in motion to prevent people from entering their operating radius.
Lifts have railing, optical barriers and access doors for maintenance tasks, as well as fast-action automatic doors for pallets to pass through.
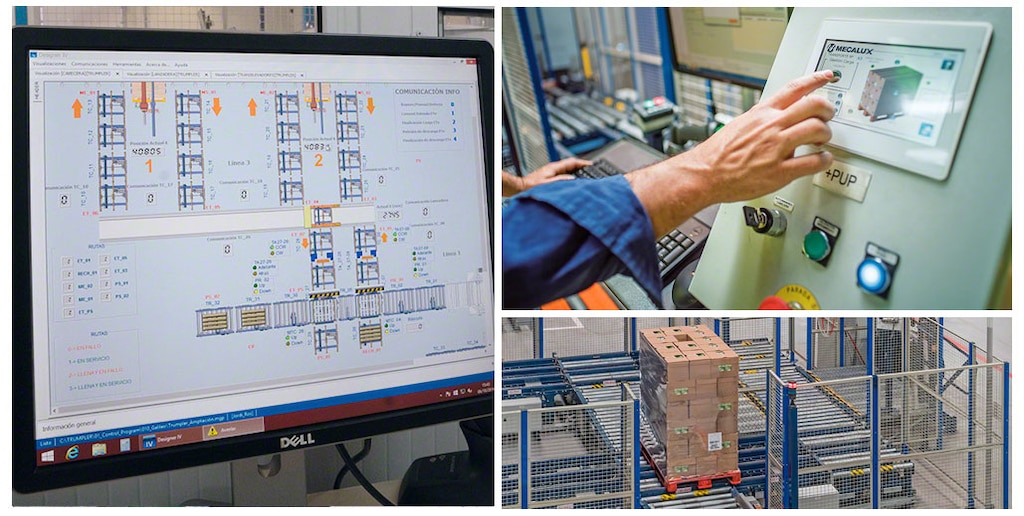
Control system
Conveyors require a control system that manages their operations.
From various previously parametrised sequences planned for the route, the number of conveyors, the module type, the photocells and the rest of the components along the trajectory, the pallets advance in a direction, stop, turn, etc.
Placing photocells on the conveyors is fundamental to detect the exact location of the pallets, so the control system can transmit commands and signal the next motion.
Each conveyor includes modular boxes meant to control the power and signals. These boxes are connected to a central cabinet –tasked with distributing power between the different modular boxes– and to the PC or control PLC.