

Pallet racks are storage systems in which pallets containing goods are placed onto racks using forklifts or lifting machines.
This storage system has three essential elements: the racks, the pallets, and the forklifts or handling equipment. Each of these is chosen based on the product to be handled, storage requirements, working and positioning systems, and the management used in the facilities.
Palletised goods on racks can be arranged in two different ways: with direct access to pallets, or through compacting. Direct access provides great efficiency when it comes to managing the pallets being stored. However, depending on the design of the system and the forklift or handling equipment used, the storage capacity obtained in the installation may not be optimal.
With compacting systems, however, the storage capacity obtained is normally greater, but it is more difficult to access some pallets.
The following is an analysis of each of these options, so that the most appropriate one can be chosen in each case.

Central warehouse of a company in the ceramics sector.
Storage systems offering direct access to pallets
Only pallet racking, as shown in the picture below, provides direct access to each of the pallets stored. This racking can be static (when placed on the floor) or mobile (when placed on a motorised base).
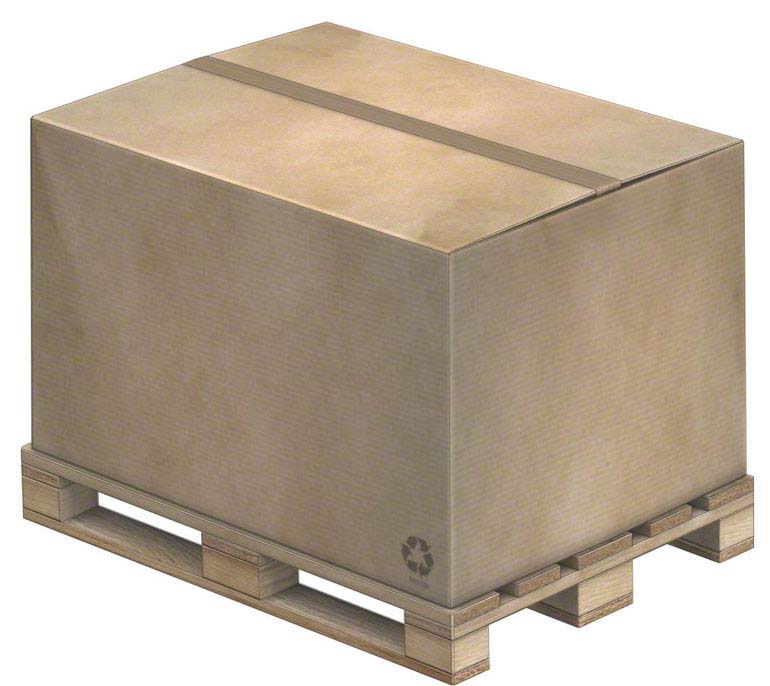
Palletised goods.
In the case of pallet racks, they are placed on each side of the working aisles used by the forklifts or handling equipment. As discussed before, the width of the aisles will be determined by the type of machine used. Each aisle will serve two single-depth racks.
Pallet racks can be mounted onto mobile bases instead of directly onto the floor. These mobile bases move around on rails embedded into the floor. This system is known as mobile racking, or Movirack.
Nowadays, the control and protection devices used for this type of system are automated, guaranteeing smooth and safe movements. They can be operated manually, by pressing a button on the rack's control panel, or by radio control as illustrated further on.
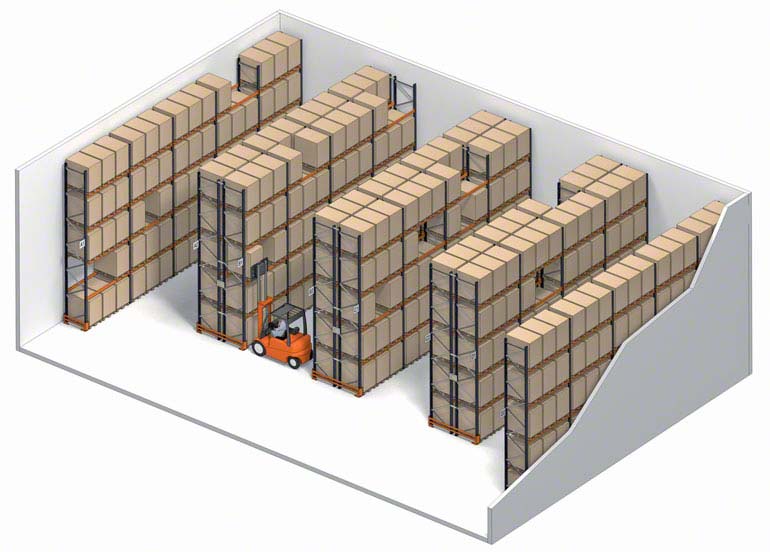
Pallet rack storage system with direct access to all pallets.

Storage and distribution of frozen products.
The Movirack system allows for direct access to each pallet and helps compact space, so that a single working aisle can be used to access various racks.
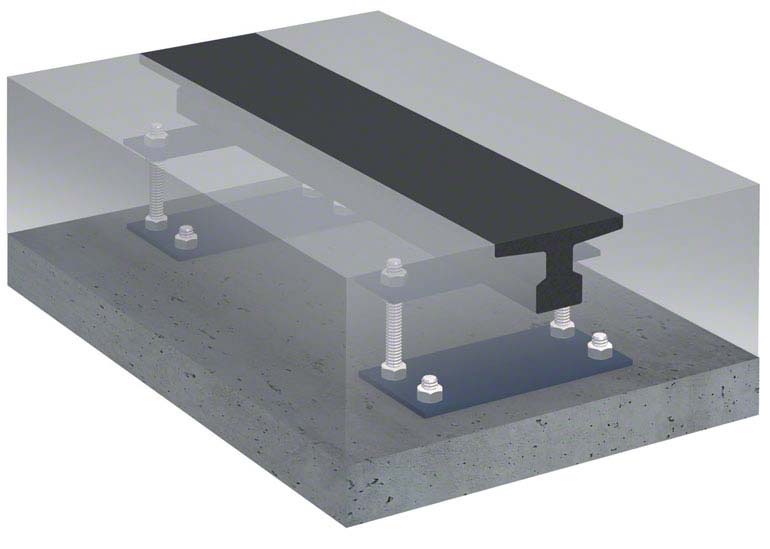
Rail for mobile racking.
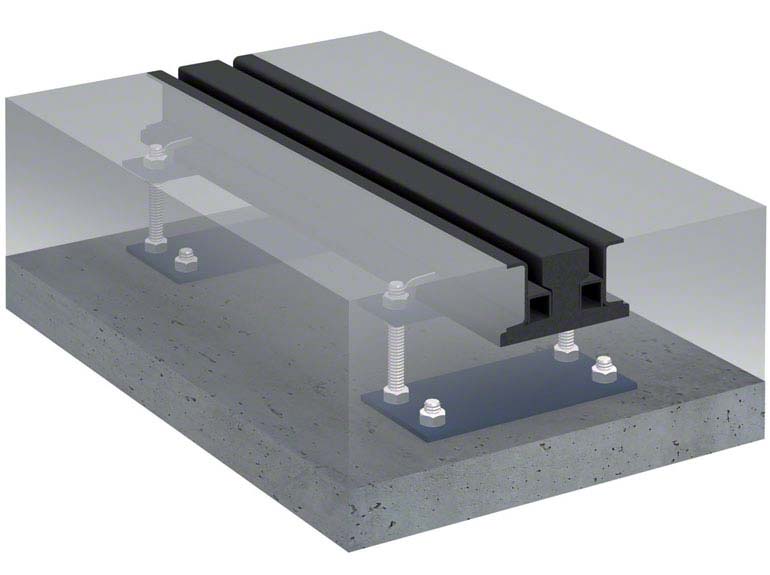
Guide rail for mobile racking.

Remote-control system for mobile racking.
2. Onboard cabinet
3. Control panel
4. Main box
5. Remote control
Depending on the space available at the facilities, the number of working aisles created, and the forklift used, this mobile system can increase storage capacity by between 80% and 120% compared to static racks, but at the cost of creating a less flexible system.